(The actual product is subject to the customer's product)
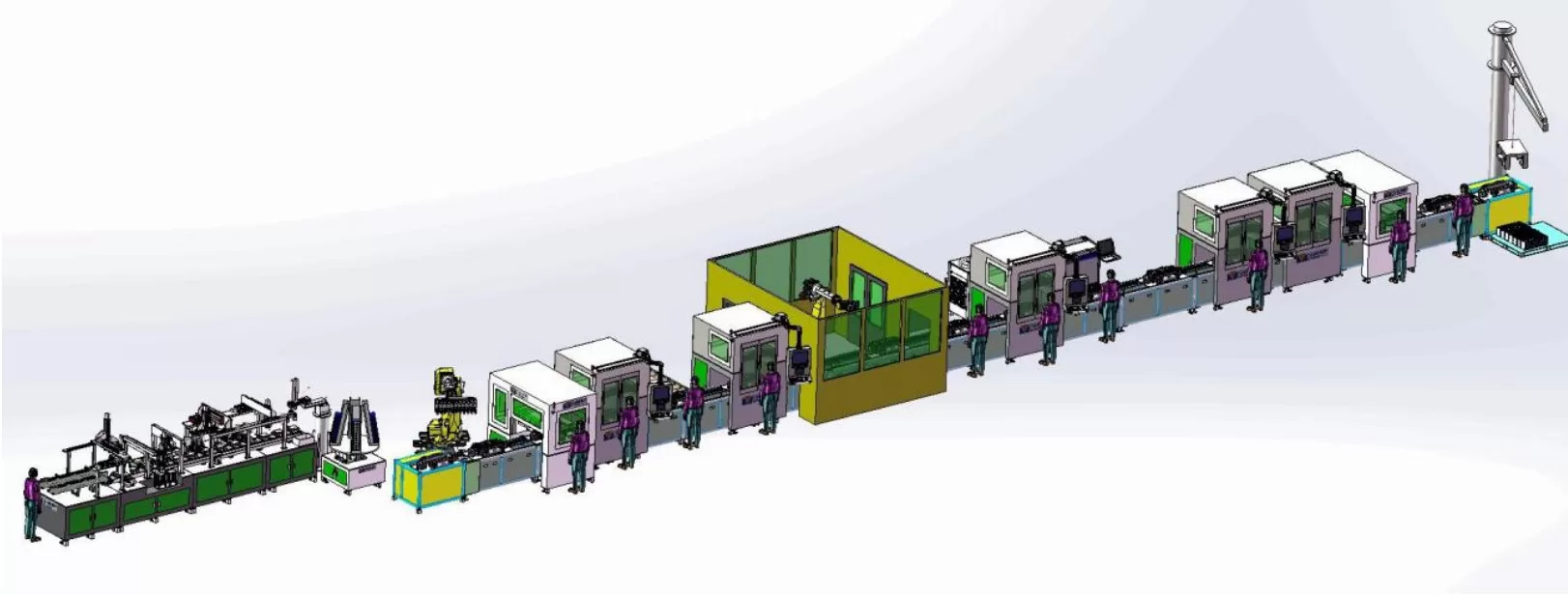
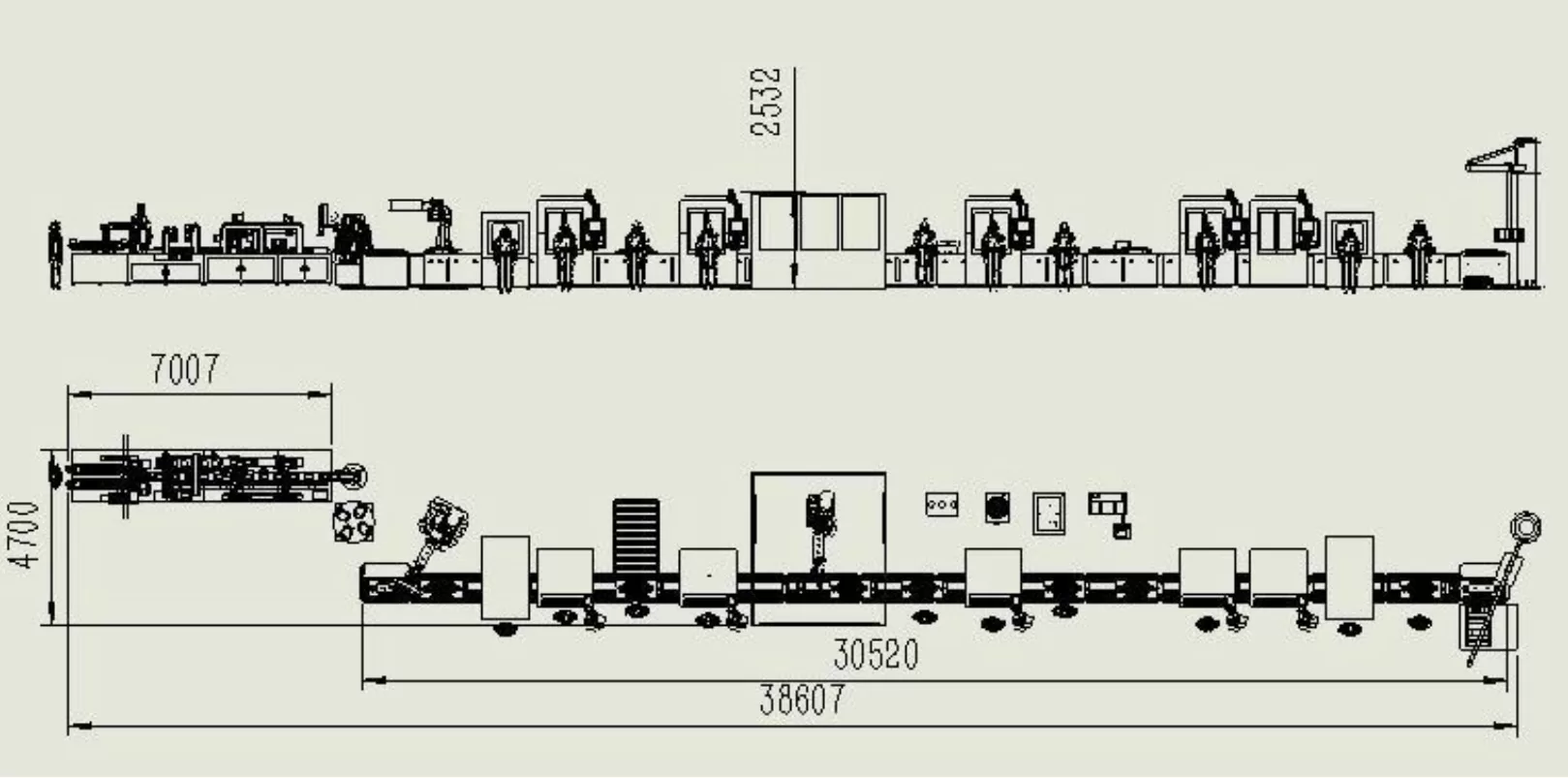
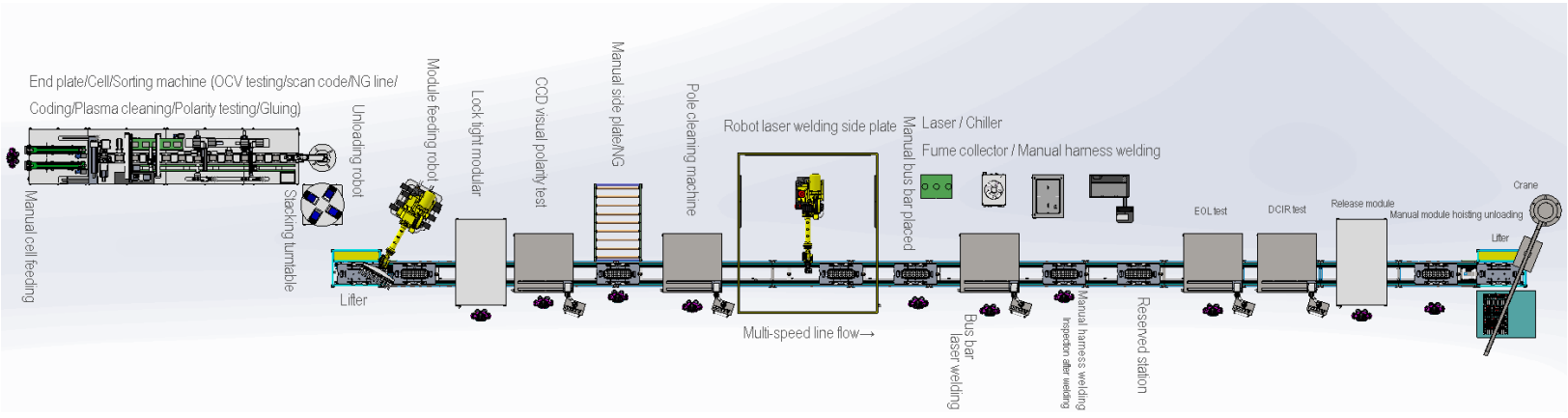
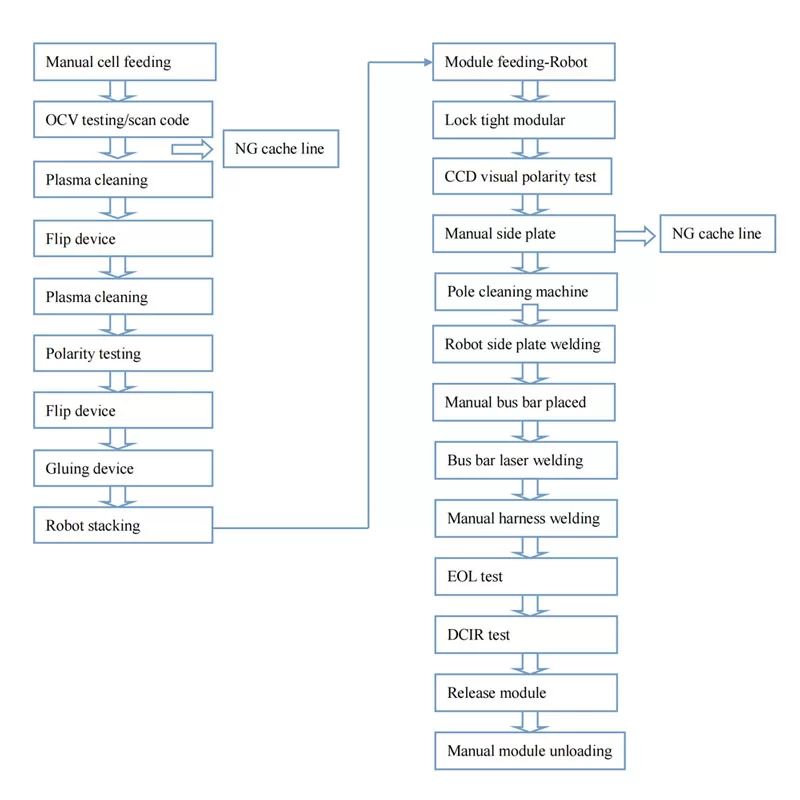
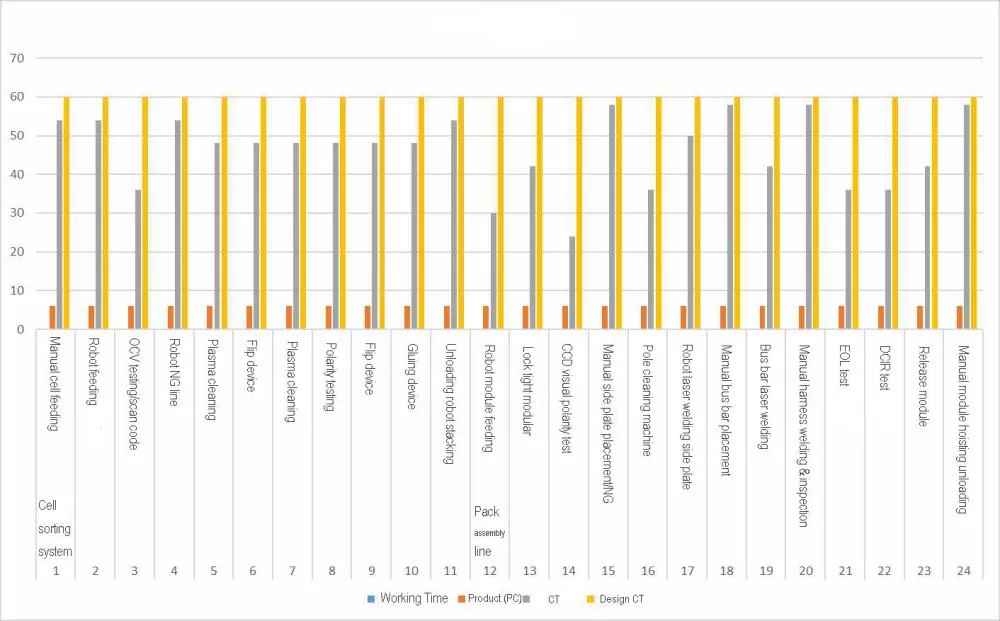
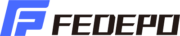
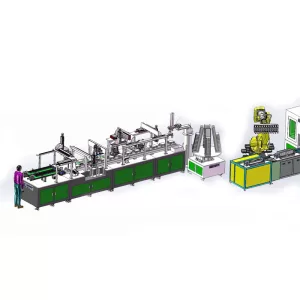
Assembly line-Path of action & production process flow
Design capacity-12S1P is design original version
S/N
Item
Technology Process
Working Time
Channel (No.)
Machine (Set)
Product (PC)
CT
Design CT
1
Cell Sorting System
Manual cell feeding
18S/2PCS
2
1
6
54
60
2
Robot feeding
18S/2PCS
2
1
6
54
60
3
OCV testing/scan code
6S/1PCS
1
1
6
36
60
4
Robot NG line
9S/1PCS
1
1
6
54
60
5
Plasma cleaning
8S/1PCS
1
1
6
48
60
6
Flip device
8S/1PCS
1
1
6
48
60
7
Plasma cleaning
8S/1PCS
1
1
6
48
60
8
Polarity testing
6S/1PCS
1
1
6
48
60
9
Flip device
8S/1PCS
1
1
6
48
60
10
Gluing device
8S/1PCS
1
1
6
48
60
11
Unloading robot stacking
9S/1PCS
1
1
6
54
60
12
Pack assembly line
Robot module feeding
1
1
6
30
60
13
Lock tight modular
1
1
6
42
60
14
CCD visual polarity test
1
1
6
24
60
15
Manual side plate placement/NG
1
1
6
58
60
16
Pole cleaning machine
1
1
6
36
60
17
Robot laser welding side plate
1
1
6
50
60
18
Manual bus bar placement
1
1
6
58
60
19
Bus bar laser welding
1
1
6
42
60
20
Manual harness welding/Inspection after welding
1
1
6
58
60
21
EOL test
1
1
6
36
60
22
DCIR test
1
1
6
36
60
23
Release module
1
1
6
42
60
24
Manual module hoisting unloading
1
1
6
58
60
The sorting machine processes cells is 6PPM.
The module capacity: 30UPH.
According to the equipment timing evaluation, if 10 hours is the capacity of 300 modules.
If the 0EE of the production line is 85%, the estimated capacity: 30*10*0.85=255 modules
(10 hours per shift).
Note: Manual part in red is estimated CT.